




挤出机是型坯成型过程中的核心设备,其主要功能是将塑料原料熔融并挤出成型。


调速驱动装置:挤出机应配备可连续调速的驱动装置,以保持型坯的稳定挤出速度。
螺杆长径比:螺杆的长径比对物料的塑化能力和型坯的温度均匀性有重要影响。适宜的长径比可以提高产品的精度和均匀性,尤其适合热敏性塑料的生产。
低温挤出:在较低温度下挤出型坯,可以减少型坯下垂,保证型坯厚度的均匀性,有利于缩短生产周期,提高生产效率。
机头是挤出机与型坯成型之间的桥梁,其设计对型坯的质量有着直接影响。
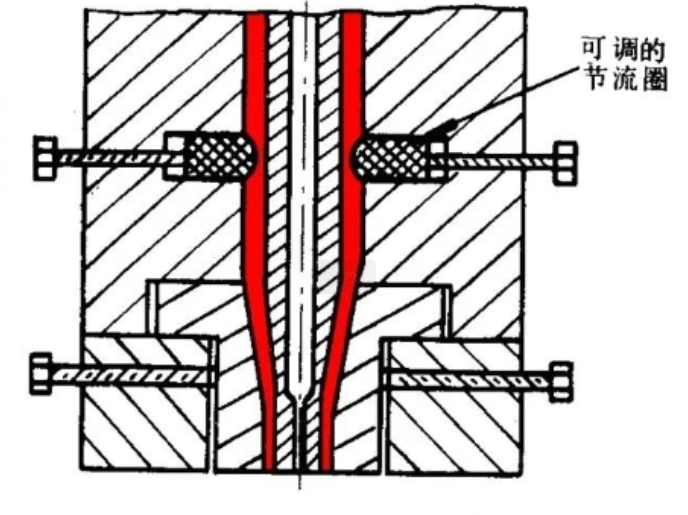
流道设计:流道应呈流线型,内表面光洁,无阻滞部位,以保证熔体的顺畅流动。
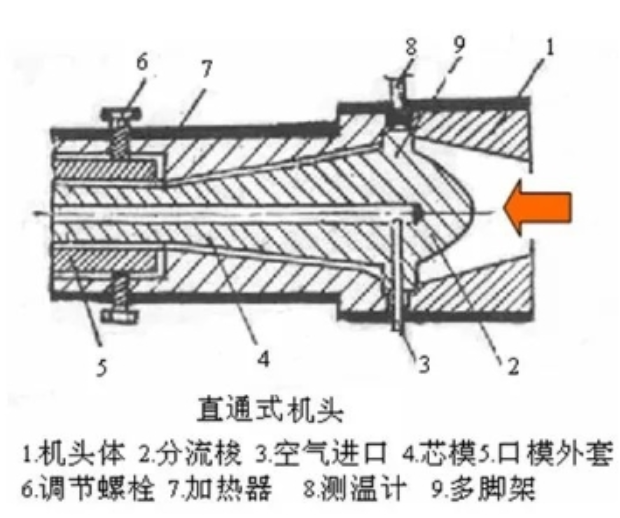
机头类型:吹塑机头一般分为转角机头、直通式机头和带贮料缸式机头三种类型。
直通式机头:与挤出机成一字形配置,避免塑料熔体流动方向的改变,适合热敏性塑料的吹塑成型,但易造成型坯粘连。
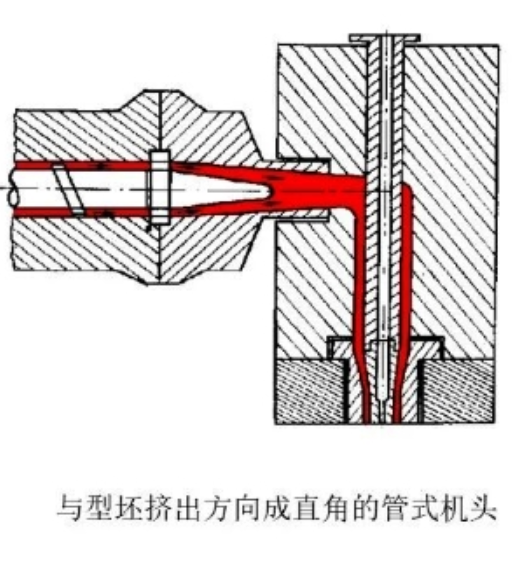
转角机头:由连接管和直角配置的管式机头组成,适合挤出聚乙烯、聚丙烯等塑料,但易产生滞流和压力平衡问题。
Parison forming device
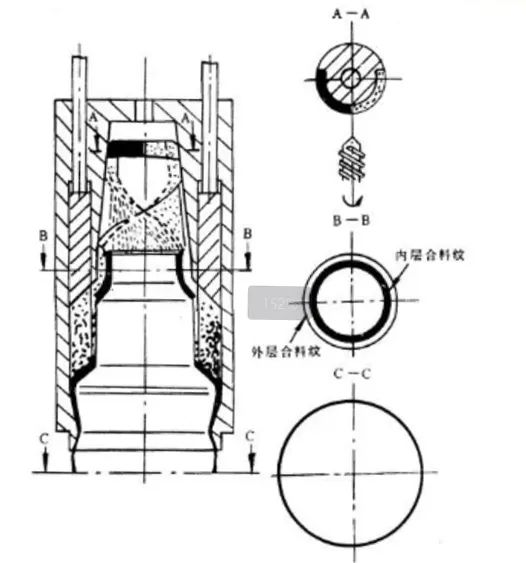
带贮料缸机头:对于大型制品的生产,带贮料缸的机头可以快速提供大量熔体,减少型坯下坠和缩径。同时,由于大型制品冷却期长,挤出机不能连续运行,带贮料缸的机头在此情况下显得尤为重要。
通过以上介绍,我们可以看到型坯成型装置在塑料工艺中的重要性。选择合适的型坯成型装置,不仅可以提高产品质量,还能提升生产效率,降低成本。在塑料加工技术不断进步的今天,型坯成型装置的设计和优化仍然是塑料工艺研究中的一个热点领域。


